.jpg)
公告
公司生產(chǎn)的流量控制閥、壓差控制閥、全焊接球閥等產(chǎn)品被建設(shè)部定為工程建設(shè)推薦產(chǎn)品,先后被國(guó)家重點(diǎn)工程選用。2015年10月15日河北同力自控閥門制造有限公司(石家莊辦事處領(lǐng)導(dǎo)及技術(shù)人員)參加了此次會(huì)議,會(huì)議開(kāi)展非常順利,參會(huì)設(shè)計(jì)院、暖通界內(nèi)人士云集。此次《河北省暖通空調(diào)制冷學(xué)術(shù)年會(huì)》河北同力公司展出了2015年新產(chǎn)品鋼制焊接熱力入口裝置、平衡閥及焊接球閥;
當(dāng)前分類
Categories
技術(shù)文檔
采購(gòu)指南
常見(jiàn)問(wèn)題
當(dāng)前中心
了解同力 | 制造工藝:小口徑焊接球閥對(duì)制造工藝的要求和設(shè)計(jì)
標(biāo)簽:全焊接球閥|球型平衡閥|流量控制閥

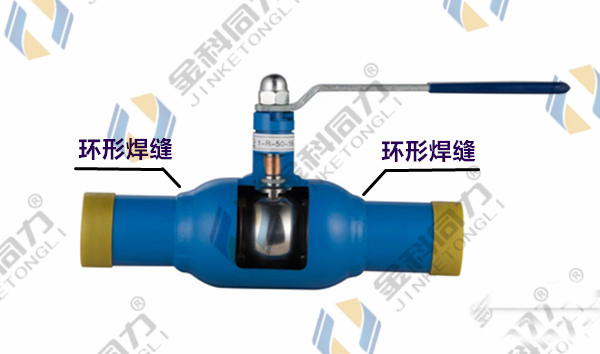
焊接球閥是把全部已加工好的部件、通過(guò)焊接的方式組裝在一起。閥門的垂直度,同心度、扭力,閥門的密封比壓都是靠焊接工藝來(lái)保障的,在焊接成型后就無(wú)法進(jìn)行調(diào)整了,里面的閥球和閥座等部件也就無(wú)法更換了,所以在焊接組裝已前,對(duì)閥門部件的加工精度,及焊接工藝要求特別高,才能保證住閥門質(zhì)量。
針對(duì)小口徑焊接球閥的生產(chǎn),要達(dá)到國(guó)家標(biāo)準(zhǔn)的要求,根據(jù)同力公司制作經(jīng)驗(yàn),要注意三個(gè)問(wèn)題。
1:焊接閥體和接管之間這兩條焊縫時(shí),產(chǎn)生的高溫對(duì)閥體里面閥座和密封圈的影響
因?yàn)楹附舆^(guò)程,熔池的溫度達(dá)到1200-1300度,焊縫離閥座的距離非常近,溫度很快傳導(dǎo)給閥座和密封圈的位置,閥座和密封圈的溫度很快就上升到五六百度,而PTFE閥座的耐溫只有200度,氟閥圈的耐溫只有180度,如果不及時(shí)降溫,就會(huì)烤變形,甚至烤焦,烤焦或變形后,開(kāi)關(guān)幾次或幾十次就會(huì)關(guān)不住、產(chǎn)生內(nèi)漏,從表面上檢查不出來(lái),所以這個(gè)隱患須從根本來(lái)解決,才能保證住閥門的質(zhì)量。
同力焊接球閥生產(chǎn)線,采用自動(dòng)注水焊接的工藝,經(jīng)過(guò)三次降溫,頭1次,在焊接過(guò)程中,通過(guò)在閥體內(nèi)部循環(huán)注水降溫,第2次,焊接完成后,通過(guò)機(jī)器人抓取出來(lái),在馬上對(duì)閥體的內(nèi)部,進(jìn)行大流量的循環(huán)沖水降溫。
通過(guò)這兩次內(nèi)部降溫后,第3次,在將閥門全部浸入水中冷卻,通過(guò)三次降溫和冷卻,就把閥座位置的溫度始終控制在100度以內(nèi),就解決了這個(gè)熱傳導(dǎo)的問(wèn)題,這個(gè)工藝是一般廠家不容易做到的。
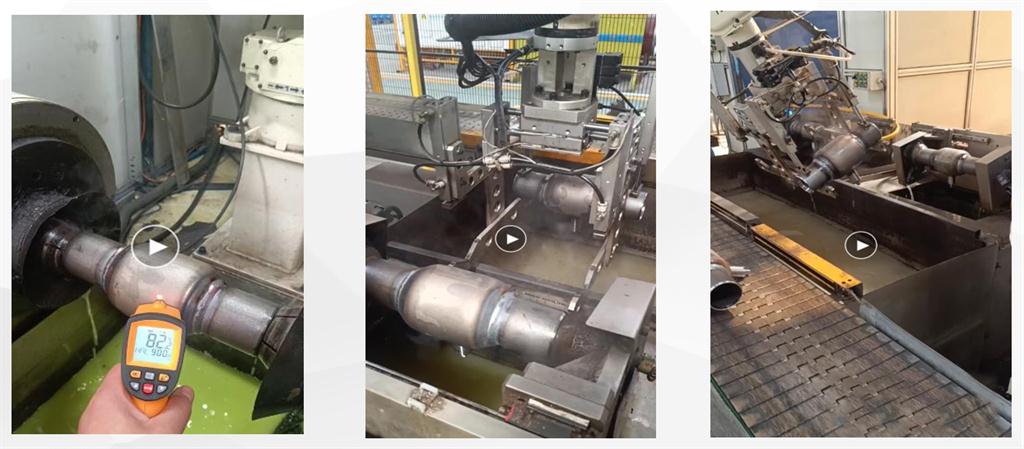
機(jī)器人自動(dòng)注水焊接工藝
2:閥體同心度對(duì)扭力的影響
如果閥體的同心度誤差大于0.02mm,就會(huì)造成轉(zhuǎn)矩的增加,開(kāi)關(guān)扭力大了,密封部分就很容易損壞,熱水管道一熱漲冷縮,即開(kāi)不動(dòng),也關(guān)不嚴(yán)。通過(guò)數(shù)字化的壓裝技術(shù),保證閥門的同心度,不僅扭力輕,并且閥門扭力都是統(tǒng)一的,達(dá)到國(guó)家標(biāo)準(zhǔn)的要求。

機(jī)器人數(shù)字化壓裝技術(shù)
3:閥套和閥體垂直度對(duì)扭力的影響
閥套(也叫閥徑)與閥體的垂直度誤差如果大于0.01mm,就會(huì)直接影響到閥門的扭力和使用壽命,通過(guò)紅外線視覺(jué)定位系統(tǒng),先訂好位置,在通過(guò)高精度的機(jī)器人抓取點(diǎn)焊焊接,就可以解決了這一技術(shù)難題。


機(jī)器人紅外線視覺(jué)定位系統(tǒng)
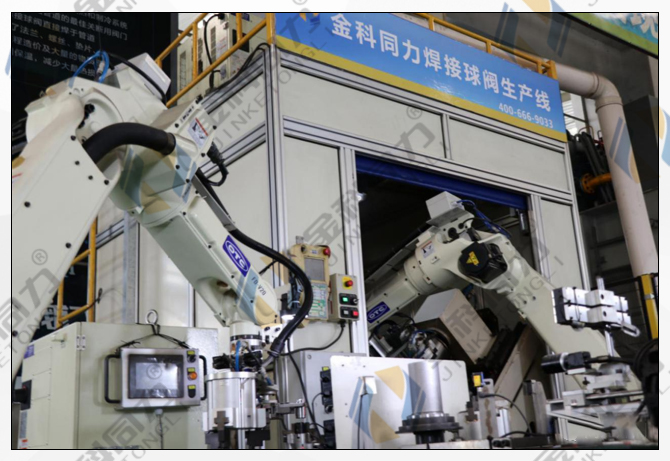
同力小口徑焊接球閥機(jī)器人生產(chǎn)線
從一頭進(jìn)管材、另一頭就出閥門、全自動(dòng)的流水線生產(chǎn)。平均每38秒就能生產(chǎn)出一臺(tái)合格的好閥門,保障了閥門質(zhì)量的穩(wěn)定性、標(biāo)準(zhǔn)性和一致性。
上一頁(yè):下一頁(yè):【技術(shù)分享】集中供熱回水溫度調(diào)節(jié)
相關(guān)產(chǎn)品 PRELATED REODUCTS
態(tài)阻力平衡閥-熱力入口裝置 用品質(zhì)說(shuō)話!")
濾器,焊接直通過(guò)濾器,鋼制焊接過(guò)濾器-鋼制焊接直通過(guò)濾器")
字鎖定平衡閥,數(shù)字鎖定平衡閥,靜態(tài)平衡閥-全銅數(shù)字鎖定平衡閥")
態(tài)流量控制閥,流量控制閥,動(dòng)態(tài)流量閥-動(dòng)態(tài)流量控制閥")
相關(guān)案例 PRODRCTS
相關(guān)鏈接:
公司地址:河北省泊頭市四營(yíng)工業(yè)開(kāi)發(fā)區(qū) 郵編:062150 電話:400-666-9033 傳真:0317-8338780 聯(lián)系人:田經(jīng)理 手機(jī):18833702088 QQ:1758093504 網(wǎng)址:http://blosen.cn 郵箱:tongli5188@163.com
2011(C)版權(quán)所有 并對(duì)網(wǎng)站所有內(nèi)容保留解釋權(quán) 冀ICP備12019774號(hào)-1

津公網(wǎng)安備13098102000389 號(hào)
